

Tribocorrosion is a key issue in Industry
Corrosion is a naturally occurring phenomenon that results in the degradation of materials due to a chemical and/or electrochemical reaction of their surface with the surrounding environment. Examples of corrosion are found in many applications ranging from aeronautical, automotive, naval, and the construction industry, over home appliances, water systems, pipelines, and ‘bio’ applications. A recent report by NACE International (The Worldwide Corrosion Authority) indicates that in the US alone, $2.2 trillion are spent on corrosion issues, whereas the annual cost of corrosion worldwide is estimated to be over 3% of the world’s GDP.
Tribology is the combined term for friction and wear phenomena, and these also occur at the surface of components, and are in interaction with their environment. Because both mechanisms can occur simultaneously and both influence the surface of a component, it is clear that they can strongly influence each other in a dynamic process. This simultaneous positive or negative synergy of damage mechanisms at the surface, or the study of it, is called Tribocorrosion.
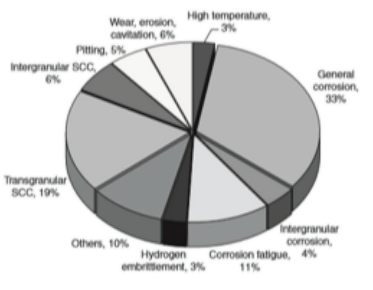
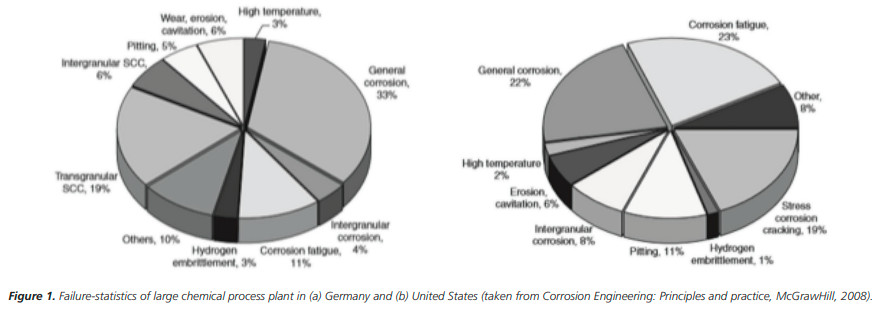
Corrosion phenomena can be significantly accelerated by the simultaneous occurrence of a mechanical load on the surface: the formation of cracks and surface defects, along with surface strain and stress fields lead to faster diffusion of corrosive ions or the destruction of protective layers (depassivation). In Figure 1 indicative examples of corrosion related failures in a German and an American chemical plant are shown. Up to 50% of the reported corrosion damage occurs from an interaction between corrosion and mechanical loading: corrosion fatigue, stress corrosion cracking, wear and erosion.
Some obvious examples of tribocorrosion can be found in many off-shore applications, but also in dentistry (brackets) and other biomaterial applications, since the human body is also a source of electrolytes. The occurrence of tribocorrosion isn’t always recognized in field practice. Examples are the accelerated corrosion of steel conveyors exposed to ambient air of high relative humidity, the failure of electrical connectors in the automotive industry, the erosion wear of turbine blades, etc. In any case, the question is: “How can we minimize the risk of corrosion in mechanical systems and in particular tribo-systems?
Solving this question and understanding the mechanism that are at play, means that you can turn a negative synergy into a positive one. So there is a growing need to study tribocorrosion.
How to investigate tribocorrosion?
In principle, it is not very difficult to do tribocorrosion measurements. It is enough to bring a friction mechanism into an aqueous medium or electrolyte, to connect parts to electrochemical measurement equipment (such as a potentiostat) and measure simultaneously the force interaction (friction) and the electrochemical mechanisms at the surface of the materials. After solving some practical issues (making an electrochemical cell with a friction test inside of it), the combined effects of friction and corrosion can be easily measured. Most tribometer manufacturers offer ‘tribocorrosion’ cells (more or less complex reservoirs in some kind of polymer) and stand-alone or integrated potentiostats to enable tribocorrosion measurements. Examples of tribocorrosion cells and setups can be found all over the internet. They all have one thing in common: measure the electrochemical activity of a surface while friction and wear tests are done on it.
The difficulty lies in the interpretation of these measurements. Long books and articles have been written on the interactions between the mechanisms, and the conclusion is that each occurrence of tribocorrosion in practice has been studied in a particular way, very often by simulating the application as closely as possible. The only general approach to studying the synergetic effects of tribology and corrosion, was done in the field of abrasive tests, and culminated in standard ASTM G119. Unfortunately, the parameters of the standard are often quite different from field applications and therefore questionable as a prediction of field mechanisms. Furthermore, a proper lab scale simulation of field mechanisms will often not allow the application of the standard.
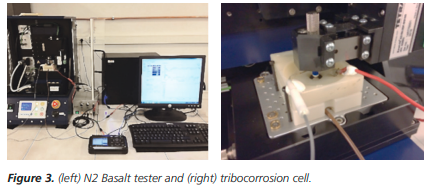
The ex-situ surface characterization (like Raman laser spectroscopy, X-ray diffraction, scanning and scanning or transmission electron microscopy) and wear measurements are then combined with the in-situ information to try to make a global picture of the degradation or protective processes taking place during the experiment. For this, we use an adapted Basalt-N2 precision tribometer. A view on the test instrument in Figure 2 shows the tester and the electrochemical cell used. The friction, tangential force, applied load and corrosion potential of the system are continuously monitored. This apparatus allows for a fast and accurate measurement of the frictional behaviour of material under various environments, whereas it is flexible and versatile in loading range (depending on the selecting cantilevers, load can range from 0.2 mN up to 100 N) and allows for different contact geometries (point, line, area contacts).
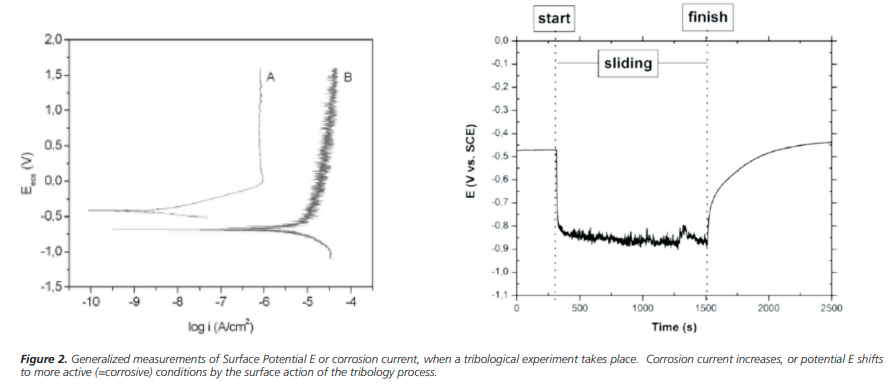
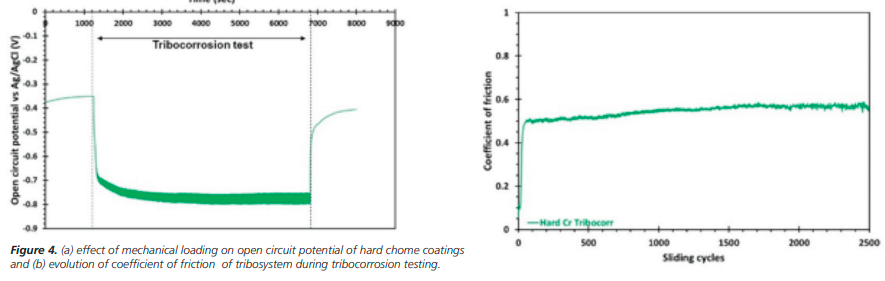
As an example, we study the tribocorrosion of hard chromium coatings (transportation industry). For decades, hard chrome coatings are widely used in industrial components, due to their excellent oxidation/corrosion resistance and wear resistance. Hard Chromium spontaneously builds an oxide layer on the surface that passivates and protects against corrosion. At the same time, the oxide layer can protect the surface from adhesive wear damages. But when the mechanical load is too high, the passive film can crack or rupture, and an acceleration of the corrosion process takes place. The test instrument must therefore be capable of applying well controlled loads to the surface. A typical example is given in Figure 3 and shows the effect of mechanical loading on the corrosion potential of a hard chrome coating and the evolution of the frictional behaviour during the tribocorrosion test. The mechanical load causes an immediate drop of corrosion potential towards more negative values, this indicates that the corrosion process is accelerated. Throughout the test, the corrosion potential remains stable and so does the friction coefficient, indicating a metastable process of surface oxide repassivation and passive layer destruction. After completion of the test (removal of the friction contact), the corrosion potential rises quickly to its initial value, indicating a total recovery of the surface passive layer. Accelerated corrosion takes thus place only during the simultaneous mechanical loading of the friction mechanism.
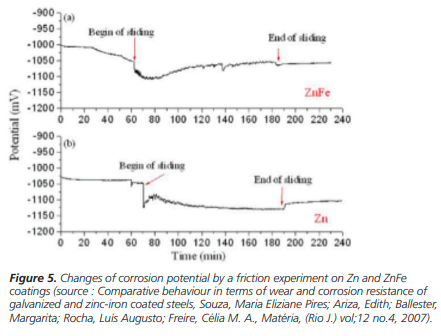
But other systems may not react like that and permanent damage to the surface could be the result, as in the case of the Zn-layers shown in Figure 5. Here the corrosion potential after the sliding test is lower than before, which indicates a permanent damage to the surface protective layers.
Tribocorrosion under abrasive conditions
The interaction between an aqueous medium and abrasive particles, as in a slurry, has been widely investigated and standardized in the 1960-1970’s culminating in the Miller Number ASTM G75 standard.
This tester provides an ideal measurement of the relative abrasion response (SAR number) of any material in any slurry, as related to the instantaneous rate of mass-loss of a specimen at a specific time on the cumulative abrasion-corrosion time curve, converted to volume or thickness loss rate. A schematic of the apparatus is given in Figure 4.
Future updates to the system allow for the incorporation of a galvanostat/potentiostat for electrochemical measurements simultaneously, as in the case of sliding contacts. Different abrasive particles can be used, whereas the wear damage in mainly evaluated by weight loss measurements.

Example: of Ttribocorrosion under slurry-abrasion conditions: Materials undergoing a combination of slurry abrasion and corrosion are common in a lot of industrial systems, where abrasive products have to be transported or manipulated. Water treatment plants, ore leaching baths, clay and brick manufacturing, dredging systems… they all have in common that equipement and materials have to resist the combined effects of abrasion and corrosion. The ASTM G75 protocol and the calculation of the Slurry Abrasivity Response (SAR) number of a material provide a systematic, standardized and repeatable way to classify materials or to determine the severity of an abrasive slurry in terms of the wear it causes. Figure 7 shows the relative wear resistance of 3 materials undergoing slurry abrasion in a G75 test. The evolution of wear can be observed, and repeatable results are obtained thanks to the design of the equipment and consistent methodology.

The repeatability of results
Once tribocorrosion experiments are being done, and the wear damage after an experiment is measured, the next important industrial issue is the long term wear prediction, especially under lubricating conditions (including water lubrication). Long term testing is often required to evaluate or predict the ‘wear life’, and a statistically sufficient number of repeats needs to be done to predict the behavior with sufficient confidence. Figure 8 illustrates the importance of confidence intervals in the prediction of long term wear : for the same mechanism, the confidence bands using 4 measurements are widely diverging, whereas those using 15 measurements are narrow enough to allow extrapolation to longer test duration.

This challenge – of obtaining a statistically relevant number of repeats on the lab scale – is particularly important when introducing new materials or lubricants into industry. Conventionally, these materials are often tested with accelerated methods but the long term wear behavior under realistic conditions can only be evaluated with long term wear tests.
Example of parallel testing: To study the wear resistance of materials under tribocorrosive conditions, in a repeatable way and with high confidence levels, the use of multistation testers is essential. Falex Tribology NV uses a 50-station wear tester (Figure 9). This tester can be set to reciprocating or unidirectional motion, use different countermaterials, geometries and/or corrosive or lubricating enviroments. Wear damage on test samples is subsequently evaluated by weight loss or 3D wear volume measurements.
Tribocorrosion of biomaterials: In the biomedical industry there is continuous need to develop new and advanced materials, with improved wear resistance and biocompatibility. However most of the existing testing procedures are either too expensive, require long-term testing and are very. Multiple tests need to be performed to get confident data on wear. In this industrial example, the wear behaviour of the system nanostructured titanium cermet coatings vs. UHMWPE is shown in Figure 8. Both the average wear trends on the softer material, and the statistical distribution of individual measurements is shown, indicating the need for repeat testing. The main result of this test is to confirm the strong influence of surface roughness on the wear of the system. The roughness of the hard cermet is critical to functionality of the whole system. Most biomaterial prescreening protocols require testing of only the hard coating and not of the whole system, so this approach takes into account both system and environment. Thanks to the parallel testing, any variations in wear loss can be clearly mapped and safe conclusions can be drawn.

Can we lubricate with water?
Understanding the interactions between surface corrosion and mechanical processes, and having ways to measure them, may lead to the development of systems that can actually function with a water lubrication. A typical example of potential water lubrication is given in Figure 11. Ni-P nanocomposites have attracted scientific and industrial interest because of their mechanical and chemical characteristics and they are considered a potential replacement for hard chrome coatings. From this figure it can be seen that water lubrication under some conditions can be as efficient as a conventional grease lubrication, while being environmental friendly. The friction in a sliding system, when measured in water, shows the lowest and most stable evolution, compared to unlubricated conditions and even to grease lubricated conditions.

Naturally, it is equally important to compare the wear damage synergy by water as an environment. In many cases water lubrication can significantly decrease the friction of a tribosystem when compared to dry conditions, but that does not mean that it would have the same influence on the wear resistance. A typical example is given in Figure 12, where the influence of water lubrication on the friction and wear is mapped for various industrial materials and coatings. Figure 12(a) shows that the friction reduces when going from dry to water lubricated conditions (above the line) but in terms or wear damage, the picture is a bit more varied.

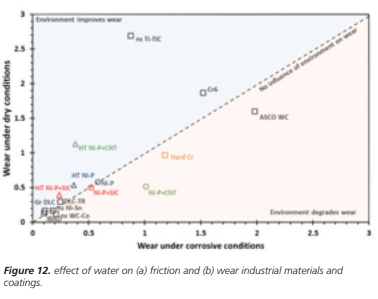
In Figure 12(b), materials above the line have a lower wear in water, but below the line have an increase in wear. This behaviour strongly depends on the ability of the material to form protective layers and on the influence of the friction mechanism on those layers.
Conclusion
Tribocorrosion is an important issue in industry, examples can be found in many fields and diverse applications. Equipment can be easily adapted to testing in such conditions, but the real advantage of tribocorrosion testing lies in developing meaningful test protocols and building an understanding of the synergies at play. The latter requires a lot of experience in two fields of testing. On the one hand, tribological test development: how can we build a test protocol that correlates with reality. And on the other hand, electrochemical know-how is required: how can we interpret the electrochemical measurements and use them to our advantage?




Comments